行业与应用


 长钢H型钢轧钢生产线
长钢H型钢轧钢生产线

1.项目简介
H型钢是一种新型高性能的多用途钢材,广泛应用于国民经济建设的各个领域。H型钢在一个国家的用钢量中所占的百分比已成为衡量该国经济技术发达水平的一个标志。随着我国现代化建设的快速发展,H型钢的生产具有越来越重要的意义。
长治钢铁集团是实力雄厚、历史悠久的大型国有企业,此项目工程总投资52612万元,设计产量60万吨/年,机械设备总重5346吨,电气总容量28000千瓦,核心设备由德国西马克•梅尔公司引进。控制及传动采用日本三菱公司产品。整个生产线应用三菱公司20多套QPLC控制,总控制点数近6000点,另还用多路高速计数及定位控制,系统复杂,要求非常高。易控(INSPEC)和PowerView产品分别应用于其加热炉,初轧,精轧,堆垛打包区及全线集中监控区。
该H型钢轧制生产线主要由:一台步进式加热炉、一台可逆式二辊粗轧机、三机架万能式精轧机组、热锯机组、步进冷床、矫直设备、冷锯机组和堆垛设备组成。
2.系统构成
该系统工艺流程如下:

该H型钢生产线的自动化系统是一个网络化的分布式多级计算机和控制器构成的综合自动化控制系统。
系统网络配置示意图
基础自动化层:
控制器选用了三菱Q系列PLC,Q25HCPU通过MELSCNET/H光纤网实现数据流的运算与传输,主要完成各区域逻辑控制,顺序控制,分立控制,位置控制,运行控制,速度控制,张力控制,材料跟踪,事故停车和全过程控制的协调控制及接口数据的转换等。而液压系统采用的是三菱FX2N系列PLC,通过CC_link网络连接,主要完成数据采集和液压站油压和油温等的控制,同时实现了在二级自动化控制系统离线的情况下,一级自动化系统独立完成轧制自动化控制的功能。
工艺过程控制自动化层:
工艺过程控制自动化层是基础自动化的上一级自动化监视、控制和管理的计算机网络和软件系统。该层选用易控(INSPEC)组态软件进行应用开发,控制范围是:从加热炉后辊道到H型钢堆垛区。主要完成初始数据的输入、物料的追踪、孔型设计、过程参数的设定计算、数据记录报表、人机对话处理、数据通讯、模拟轧钢、历史数据处理、应用系统启动、事件监视、生产报表等任务。实现了系统预期的先进性、可靠性、完整性,利于扩展和便于维护等需求,显著提高了综合生产自动化效率。
3.系统特点
设备众多:下位连接20套三菱Q25HPLC,用三菱H网连接,CC-LINK连接132台变频器及20套FX2N-PLC,用于全生产线控制。
应用复杂:多套PowerView分别用于精轧、初轧、冷床、矫直区的设备监控,多套易控(INSPEC)设于主控室,通过以太网与现场PLC连接,用于设备运行监视及与厂级ERP系统连接,进行生产管理。
安全度高:冶金行业的产业链长、生产工艺复杂,高温、高压、有毒有害、易燃易爆等危险因素多,安全管理及其重要,对于每一道工序,每一套设备,都有严格的性能指标和稳定度要求。
利用易控(INSPEC)的设备通信网关功能,方便地实现了不同PLC间的数据直接数据交换。
系统的过程数据、报警信息等进行历史存储、统计分析,并按照要求生成和打印各种生产报告。
关键区域的硬软件都按照冗余设计,易控(INSPEC)应用软件的的无误切换时间在3秒钟以内,有效地减少数据丢失的可能,增加了系统的可靠性。
4.软件应用
根据H型钢轧线工艺特点及设备分布,基本上分为五个区,即加热炉区、粗轧区、精轧区、冷床区和堆垛矫直区。各区域可编程控制器和上位监控软件主要完成本区域逻辑控制、人机对话、数据传输、数据处理及物料跟踪等功能。
(1)加热炉区。炉区系统数据采用MELSCNET/H网、 CC_LINK 网等多种方式进行通讯,主控制PLC采用以太网的方式与上位机易控(INSPEC)系统及轧线其他区域进行数据传输。易控(INSPEC)主要采集钢坯数据,辊道有无钢坯信号,入炉信号和出钢信号等,同时从粗轧区获取要钢信号,向传动设备发送运转信号等。
(2)粗轧区。粗轧区的任务是把出炉的坯料先经高压水除鳞,送至轧机前,根据轧制程序表进入相应的轧槽可逆轧制,并通过翻钢装置将轧件夹紧进行翻转。一般轧制5-7道次 (最多9道次)往复轧制,最后经辊道输送到精轧区。通过易控(INSPEC)组态软件软件实现的监控功能包括:辊道、粗轧机速度控制、粗轧除鳞水控制、粗轧区入口/出口侧导板控制、平辊轧机的压下控制、粗轧机速度顺序控制、粗轧机平辊间微张力控制和粗轧区辅助液压与润滑控制等。

初轧机
(3)精轧区。精轧区主要是:精轧除鳞控制、精轧液压AGC控制、精轧机工作辊和支撑辊换辊控制;机前、机后工作辊道的速度控制;机前、机后工作辊道的升降电机位置同步控制和与西马克TCS系统的数据通讯等功能,以及精轧区液压站、高压除磷水站的控制。
(4) 热锯、冷床、矫直区。控制范围包括:冷床前热锯一台,除用于切头、去尾外,主要用于分段和取样;冷床长度为86.4m,宽度为17m,最大承载1755N/m2。冷床由固定梁和步进梁组成,步进梁的水平和垂直行程分别由液压缸单独驱动,并由PLC控制实现二者同步运动。所有的轧件均被送到冷床上的固定位置,由移钢机构将轧件从步进梁上翻出并移至冷床的输出辊道上。冷床的下床温度为80℃。该分区同时也为热锯和矫直机的液压站和润滑站进行控制。

冷床锯监控
(5) 堆垛打包。在矫直机后轧件将通过输送辊道进入编组台架,为分段完成堆层。堆层产品将会通过一串列冷锯分段。通过冷锯做定尺切割后,进入堆垛区进行堆垛打包处理,在该区域主要通过三菱的Q系列定位单元QD70P8和FR-V540矢量控制变频器完成H型钢的打包和堆垛工作,易控(INSPEC)组态软件实现的监视功能包括运行状态、运行速度、定位速度、加速时间、减速时间、入口小车的位置、料层分离挡板的位置、定位挡板的位置、升降台架位置,堆垛台架位置,出口小车位置、料层数、每个料包的轧件数、料层数、轧件的长度宽度高度等等;实现的操作功能包括各个部分电机的合闸分闸、小车的上升下降、系统的组合情况的选择、型钢类型的选择、电磁铁的反转、速度的预设定、加减速时间的设定等等。
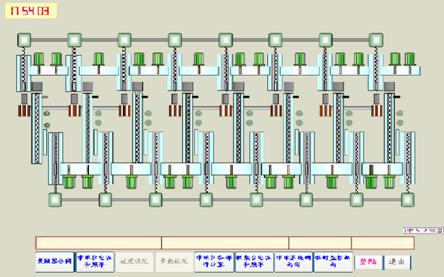
堆垛打包
5.结束语
H型钢热连轧生产的特点是连续性、快速性、实时性、控制精度高。要求控制系统具有高速控制、高速通讯能力,以实现高精度的控制,本设计很好地满足了此要求。系统采用了易控(INSPEC)组态软件与三菱公司Q系列的产品,在稳定性和成熟性上具有可靠的保证。该项目自2007年底投产以来运行稳定、性能可靠,并顺利达产,得到了用户的高度评价,此系统为长钢H型钢厂的顺利投产提供坚实保障,H型钢生产线的投运将给长治钢厂带来巨大经济效益。
